Description
Sulzer Centrifugal Between bearing pumps Liquid ring vacuum pump type Ensival Moret VRN -Liquid ring vacuum pump for demanding applications
Key Technical Specifications:
| Capacities | up to 23’000 m3/h / 101’265 USgpm |
| Absolute suction pressure | up to 50 mmHg / 50 mmHg |
| Temperatures | up to 50°C / 122°F |
Why Choose Sulzer Ensival Moret VRN Liquid Ring Vacuum Pumps?
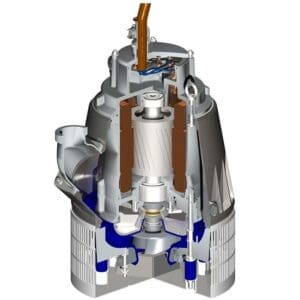
The VRN liquid ring vacuum pump from Sulzer’s Ensival Moret line is engineered for reliable and quiet operation in continuous-duty vacuum applications.
Pumps robust construction , low-maintenance design , and smooth performance make it the ideal solution for handling wet gases and vapor-laden air in demanding industrial processes.
Key Technical Specifications
Pump Type: Single-stage liquid ring vacuum pump
Design: Radially split , between-bearing construction
Impeller: Radial bladed impeller optimized for vapor handling
Casing Material: Cast iron , stainless steel , or duplex steel options
Seal Options: Packed gland or mechanical seals available
Design & Functionality
Simple and rugged design for extended operating life
Operates quietly with minimal vibration due to liquid ring principle
Self-adjusting to varying gas loads and suction pressures
Handles liquid carry-over without damage or performance loss
Low internal temperatures due to liquid ring cooling effect
Typical Applications
Vacuum distillation and evaporation in chemical processes
Deaeration and gas removal in pulp and paper plants
Condenser exhausting in power stations
Solvent recovery in pharmaceutical production
Vapor handling in wastewater treatment and food industries
Additional Features
No metal-to-metal contact inside the pump—ideal for abrasive media
High resistance to cavitation and corrosion
Easy disassembly for fast maintenance access
Configurable for once-through, partial, or closed-loop service liquid systems
ATEX and API compliant versions available
The Sulzer Ensival Moret VRN liquid ring vacuum pump delivers silent , efficient , and low-maintenance vacuum generation for industrial systems that can’t afford compromise. Its reliable performance and versatility make it the smart choice for moisture-rich , high-capacity vacuum duties—backed by Sulzer’s global engineering excellence.