Description
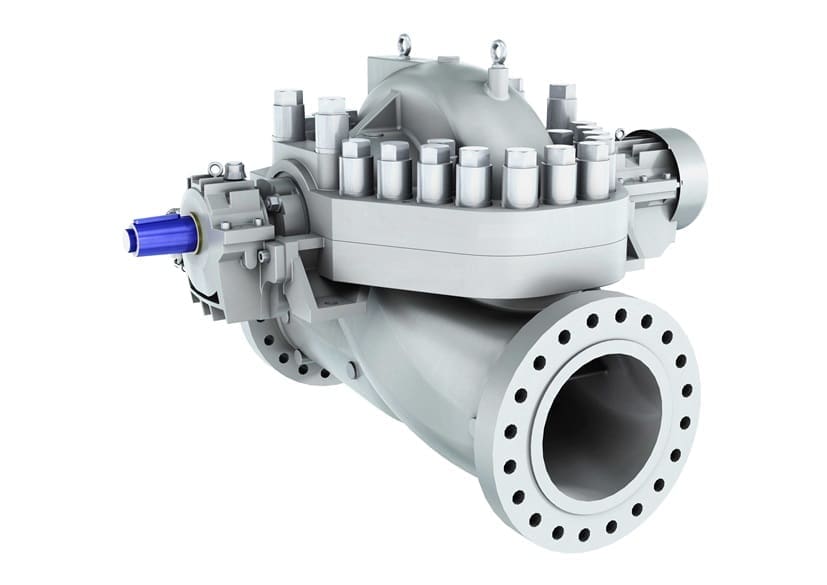
Sulzer Centrifugal Between bearing pumps HSB axially split single stage pipeline pump -The gold standard for the crude oil industry
Why Choose Sulzer HSB Axially Split Pipeline Pump?
The Sulzer HSB is a rugged , high-efficiency , axially split , single-stage between-bearing pump engineered specifically for pipeline transport of crude oil , refined products , and other hydrocarbons. Its double-suction impeller , horizontal split casing , and robust construction ensure exceptional reliability , low vibration , and simplified maintenance. Ideal for midstream and downstream oil & gas operations , the HSB pump is built to API 610 (BB1) standards for long-lasting , trouble-free performance in continuous-duty pipeline service.
Key Technical Specifications
Pump Type: Between-bearings , axially split , single-stage centrifugal pump
Casing Design: Horizontally split volute casing for pipeline installation
Impeller: Double-suction enclosed impeller , dynamically balanced
Standards Compliance: API 610 (BB1), ISO 13709
Materials of Construction:
– Casing: Carbon steel , stainless steel , duplex options
– Impeller: Stainless steel , bronze , duplex steel
– Shaft: High-tensile stainless steel
Bearings: Sleeve or rolling-element bearings with forced lubrication system
Seal Options: API Plan-compatible single or double mechanical seals
Design & Functionality
Axially split casing allows rapid inspection without disturbing pipework
Double-suction impeller minimizes axial thrust and reduces bearing wear
Symmetrical casing ensures hydraulic balance and high stability
Designed for horizontal or vertical mounting , baseplate or barrel-type configuration
Optional features: seal flush systems , bearing cooling , and condition monitoring ports
Typical Applications
Long-distance crude oil and refined product pipeline transport
Pump stations in oil & gas pipeline networks
Tank farm transfer and booster service
Water injection and seawater transport systems
Petrochemical fluid handling under high pressure
Additional Features
API 610 (BB1) compliance ensures rugged performance in oil & gas environments
High-efficiency hydraulics for reduced energy costs over extended pipeline duty
Maintenance-friendly design with quick access to rotating elements
Modular seal chamber accommodates wide range of seal plans
Heavy-duty construction suitable for remote and unmanned operation



